プレスブレーキパンチ/ダイは上型と下型に分かれており、板金プレス成形や金型の分離に使用されます。成形用金型にはキャビティがあり、分離用金型には刃先があります。プレスブレーキ機のパンチ/ダイは、ワークの精度に大きく影響します。曲げ加工では、金型がワークピースに接触するすべてです。
曲げ機/プレスブレーキのプレスブレーキダイは、L字型、R字型、U字型、Z字型などです。上型は主に90度、88度、45度、30度、20度、 15度などの角度。下型には、4〜18Vの二重溝と溝幅の異なる単一溝があり、R下型、鋭角下型、平坦化型などがあります。

超高精度
金型の精度が曲げ加工中のワークの精度に大きく影響することは非常に重要です。金型の摩耗は、使用前に確認する必要があります。検査方法は、上型の前端から肩までの長さと下型の肩の間の長さを測定することです。従来の金型の場合、メートルあたりの偏差は約±0.0083mmであり、全長の偏差は±0.127mmを超えてはなりません。精密研削金型は、1メートルあたりの精度が±0.0033mm、全体の精度が±0.0508mmを超えないようにしてください。一般的に、電気油圧式曲げ機やねじり軸曲げ機には微粉砕型を使用し、手動曲げ機には従来型を使用することをお勧めします。
以下のようなCNCプレスブレーキマシンのツールセクション:

自動固定インストール
上死点はスライダーが上死点に上がるときに取り付けられ、型締システムは型締圧力が加えられるまで複数の金型を所定の位置に保持できます。
油圧クランプシステム
油圧クランプシステムが最も効果的なクランプ方法です。新旧両方の機械がこのクランプシステムを使用できるため、時間とコストを節約できます。古い曲げ機の耐荷重面が損傷した場合、油圧クランプシステムが損傷を修復するための最良の選択であると同時に、クランプと取り付けの効率も向上します。

自動的に所定の位置に押し込みます
型締圧力がかかると、上型が引き上げられ、自動的に所定の位置に押し込まれます。これにより、曲げ加工中に上部の金型を金型の下部に押し込む必要がなくなります。
パンチ/ダイの選択
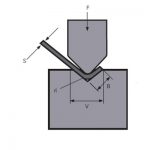
まず、曲げるシートの厚さを決定します。たとえば、0.75mmから6.30mmの厚さのプレートを曲げたいとします。次に、最も薄いシートの厚さに8を掛けて、必要な最小Vダイサイズを見積もります。この例では、0.75mmのプレートが必要な最小の金型であるため、0.75×8 = 6です。第三に、最も厚いシートの厚さに8を掛けて、必要な最大V字型ダイサイズを見積もります。
8倍の原則
つまり、V字型の開口部はシートの厚さの8倍にする必要があります。シートの厚さに8を掛けて、最も近い金型を選択します。たとえば、1.5mmの厚さのプレートには12mmの型(1.5×8 = 12mm)が必要です。 3.0mmプレートの場合、24.0mmの金型が必要です。 (3.0×8 = 24.0)。この比率は最良の角度の選択を提供できるため、多くの人がそれを「最良の選択」と呼んでいます。公開されているほとんどの曲げチャートも、この式を中心にしています。
モデル選択ルール
L字型のワークピースを曲げる際の選択規則は、規則がなく、ほとんどすべての上型を使用できるというものです。したがって、ワークピースのグループに上部モールドを選択する場合、ほとんどすべての上部モールドがそれらを曲げることができるため、L字型ワークピースを最後に考慮することができます。これらのL字型のワークピースを曲げるときは、他のワークピースも曲げることができる上型を使用することをお勧めします。金型を購入するときは、少ないほど良いです。これは、金型のコストを最小限に抑えるだけでなく、必要な金型の形状の数を減らし、設置時間を短縮するためでもあります。


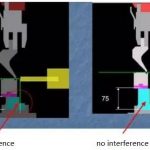
ワークの上部が下部より長い場合は、グースネックダイが必要です。ワークの上部が下部より短い場合、上部のダイは問題ありません。ワークの上部と下部が同じ長さの場合、鋭角の上型が必要になります。要約すると、上型の選択規則は主にワークピースの干渉に依存します。これは、曲げシミュレーションソフトウェアが重要な役割を果たすことができる場所です。使用するシステムで曲げ状況をシミュレートできない場合は、下図に示すように、グリッド背景の図面を使用して、上部金型ワークの干渉を手動で確認できます。


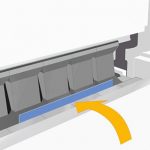
インデントモールドなし
ほとんどすべての典型的なV字型曲げ機の金型は、曲げ中に金属が金型に押し込まれるため、ワークピースにいくつかの痕跡を残します。ほとんどの場合、マークは小さいか許容範囲内です。半径を大きくすると、マークを減らすことができます。ただし、曲げる前にプレートを塗装または研磨した場合など、最小のマークでも受け入れられない場合があります。下の図に示すように、ナイロンインサートを使用してくぼみをなくすことができます。検査官が肉眼で部品を検査し、引っかき傷やひびを区別することは困難であるため、インデントのない曲げは、製造された航空機または航空宇宙部品にとって特に重要です。