油圧式曲げ機/油圧式プレスブレーキは、同期方法によって分けることができます:油圧式同期トルク曲げ機、CNCプレスブレーキ、電気油圧式CNCプレスブレーキそして、次のタイプの動きに分けることができます:上向き、下向き作用。
プレスブレーキの曲げには、必要な結果を達成するためのさまざまなアプローチ方法が必要です。風力タワーのポールの形成から複雑な電気キャビネットコンポーネントまで、プレスブレーキは製造業者にとって不可欠なツールであり、すべての曲げが同じではないことを知ることが、それらを正常に動作させるための鍵となります。プロセス、工具、および材料(曲げられるすべての金属は各曲げプロセスに対して異なる反応を示すため)を理解することは、正確な部品を迅速かつ繰り返し入手するために不可欠です。
油圧同期トルク曲げ機/油圧同期トルクプレスブレーキ

ダブルシリンダーはスライダーの上下の動きを制御します
機械的トルクの同期
CNCプレスブレーキと電気油圧式プレスブレーキ


CNCプレスブレーキ:これらのタイプのブレーキは、最高の精度とカスタマイズ機能を備えており、コンピューター技術を利用して精度を制御し、効率を高めます。 CNCブレーキプレスを使用する場合、曲げ角度、板厚、幅、グレードなどのデータが訓練を受けたオペレーターによってコントローラーに入力され、ブレーキが残りを簡単に処理します。
プレスブレーキのトン数の計算方法

曲げ加工では、上型と下型の間に力が加わり、材料が塑性変形します。使用トン数とは、音を折りたたんだときの誇張圧力のことです。作業トン数を決定するための影響要因は、曲げ半径、曲げ方法、ダイ比、エルボの長さ、曲げ材料の厚さと強度などです。
プレスブレーキ成形トン数の計算は比較的簡単です。秘訣は、それらをどこで、いつ、どのように適用するかを知ることです。トン数の計算から始めましょう。これは、材料の歩留まりが壊れて実際の曲げが始まるポイントに基づいています。この式は、引張強度が60,000-PSIのAISI1035冷間圧延鋼に基づいています。それが私たちのベースライン資料です。基本的な式は次のとおりです。

P:曲げ力(kn)
S:板厚(mm)
L:プレート幅(m)
V:下ダイスロット幅(mm)

例1:
S = 4mm L = 1000mm V = 32mm、テーブルを調べてP = 330kNを取得
2.この表は、強度Оb= 450N / mm2の材料に基づいて計算されています。他の異なる材料を曲げる場合、曲げ圧力は表のデータと次の係数の積です。
ブロンズ(ソフト):0.5;ステンレス鋼:1.5;アルミニウム(ソフト):0.5;クロムモリブデン鋼:2.0。
曲げ圧力のおおよその計算式:P = 650s2L / 1000v
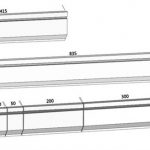
最小の曲がりのサイズ:
A.スグルフォールディング/ベンディング:


B.ベンディング/ folidng Z


例2:
板厚S = 4mm、幅L = 3m、ob = 450N / mm2
一般的にスロット幅V = S * 8したがって、P = 650423/4 * 8 = 975(KN)= 99.5(トン)
結果は、曲げ力チャートのデータに非常に近いものです。
ご覧のとおり、プレスブレーキのトン数を計算する方法#1は、軟鋼材料に基づいています。
材料がステンレス鋼、アルミニウム、または真ちゅうの場合はどうなりますか?
簡単です。上記の式で計算された結果に、次の表の係数を掛けます。
| 材料 | 係数 |
| 軟鋼 | 1 |
| ステンレス鋼 | 1.6 |
| アルミニウム | 0.65 |
| 真鍮 | 0.5 |