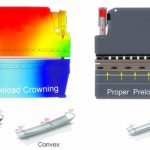
CNC曲げ機は板金加工において重要な設備であり、その加工精度はワークの曲げ精度に直接影響します。ワークの曲げ加工では、プレスブレーキ機がスライダーの両端で最大の力を受け、プレートの曲げ時の反力によりスライダー下面が凹状に変形します。スライダー中央部の変形が最も大きく、ワークの最終曲げ角度サイズは全長で異なります。
ワークベンチ-全負荷-変形


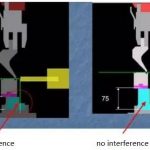
スライダーの変形による悪影響を排除するために、スライダーのたわみ変形を補償する必要があります。通常の補正方法には、油圧補正と機械的補正があり、どちらも作業台の中央で上向きの弾性変形を生じさせてオフセットします。工作機械のスライドの変形により、加工接合面の精度が確保され、ワークの精度が向上します。


カビ安全率分析チャート

2つの補償方法
1.油圧補正
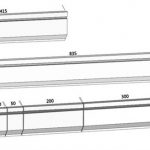
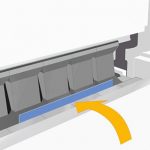
作業台の油圧式自動たわみ補正機構は、下部作業台に取り付けられたオイルシリンダーのグループで構成されています。各補正シリンダーの位置とサイズは、スライダーのたわみ補正曲線とワークベンチの有限要素解析に従って設計されています。油圧補正は、フロント、ミドル、リアの3つの垂直プレート間の相対変位によって実現されるニュートラルバージョンのバルジ補正です。鋼板自体の弾性変形により膨らみを実現することが原理であり、作業台の弾性範囲内で補正量を調整することができます。

2.機械的補償
機械的補正は、傾斜面を備えた突出した斜めのくさびのセットで構成され、各突出したくさびは、有限要素解析に基づくスライダーと作業テーブルのたわみ曲線に従って設計されています。数値制御システムは、ワークが曲げられたときの負荷力に応じて必要な補償量を計算し(この力により、スライダーと作業台の垂直プレートのたわみと変形が発生します)、凸状のくさびの相対的な動きを効果的に制御しますスライドブロックによるたわみ変形を補正し、作業台の垂直板が理想的な曲げ加工を実現します。機械的たわみ補正は、「プリバンピング」を実現するために位置を制御することによって実現されます。ウェッジのセットは、作業台の長さ方向に線を形成します。同じたわみの曲線は、曲げ中に上下の金型間のギャップを一定にし、長さ方向で曲げワークピースの同じ角度を保証します。