スライダーの変形による悪影響を排除するために、スライダーのたわみ変形を補償する必要があります。以下の補償方法:
1.油圧補正
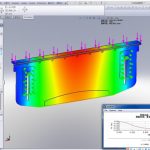
作業台の油圧式自動たわみ補正機構は、下部作業台に取り付けられたオイルシリンダーのグループで構成されています。各補正シリンダーの位置とサイズは、スライダーのたわみ補正曲線とワークベンチの有限要素解析に従って設計されています。
ニュートラルバージョンの油圧補正バルジ補正は、前部、中部、後部の3つの垂直プレート間の相対変位によって実現されます。鋼板自体の弾性変形により膨らみを実現するのが原理であり、作業台調整の弾性範囲内で補正を実現できます。

2.機械的補償テーブル方式
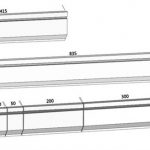
突き出たくさびは、傾斜面を持つ突き出た斜めのくさびのセットで構成されています。各突出ウェッジは、有限要素解析によるスライディングブロックと作業テーブルのたわみ曲線に従って設計されています。
数値制御システムは、ワークを曲げたときの負荷力に応じて必要な補正量を計算し(この力により、スライダーと作業台の垂直板のたわみと変形が発生します)、凸状のくさびの相対的な動きを自動的に制御します。これにより、スライディングブロックと作業台の垂直板によるたわみ変形を効果的に補正し、理想的な曲げ加工品を得ることができます。
機械的たわみ補正は、「事前突起」の位置を制御することで実現され、作業台の長さ方向にくさびが形成されます。実際のたわみが同じ曲線であるため、曲げ時に上下の金型間のギャップが一定になり、曲げ加工物の長さ方向の角度が同じになります。

機械的補償の利点
1)機械的補正により、作業台の全長にわたって正確なたわみ補正を得ることができます。機械的たわみ補正は、安定性が長続きし、油圧補正(油漏れなど)のメンテナンス頻度を減らし、工作機械の寿命の間、メンテナンスフリーです。
2)機械的たわみ補正は補正点が多いため、CNC板金ブレーキは作業中にワークピースを曲げるときに線形補正を実現し、ワークピースの曲げ効果を向上させることができます。
3)機械的補償は、ポテンショメータを使用して戻り信号の位置を測定します。数値制御軸として、デジタル制御を実現し、補正値をより正確にします。