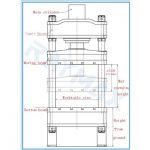
| ギロチン剪断機 | スイングビームせん断機 | |
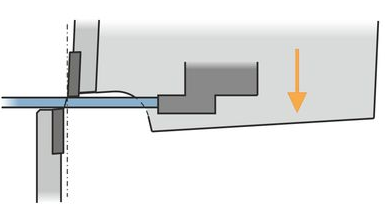
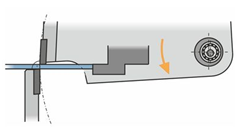
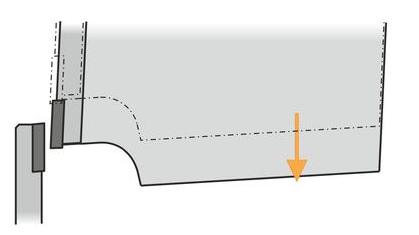
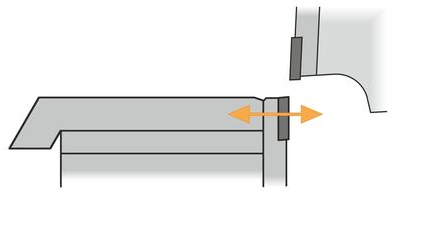
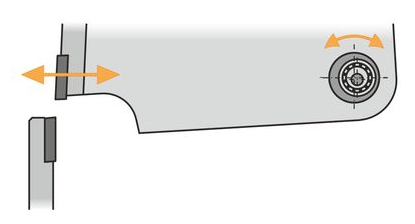
| ビーム移動方向 | 上部ビームはまっすぐに移動します | スイングビームは上刃と一緒に円弧状に動きます |
| ブレードホルダー | ギロチン剪断機の刃物ホルダーは、刃の下端に対して垂直かつ直線的に動き、剪断シートがわずかな真直度でより正確にねじられて変形することを確実にします。 | スイングビームせん断機のブレードホルダー本体は湾曲しており、アークポイントコンタクトを使用してせん断された材料の真直度を確保します。 |
| 上部ブレードの貫通 | 上部ブレードは、下部ブレードへのオフセット(ブレードクリアランス)で材料を貫通します。 ●斜めに折れた切断線。 ●特にブレードが鋭くない場合は、バリが大きくなります。
| 上刃は下刃の上の金属板を貫通します。 ●バリがほとんどない、すっきりとした直角三角形のカット。
|
| 上刃と下刃 | ●刃のすきまが小さいと上下の刃が擦れ合うため、刃が鈍くなります。 ●頻繁なブレード交換が必要です。
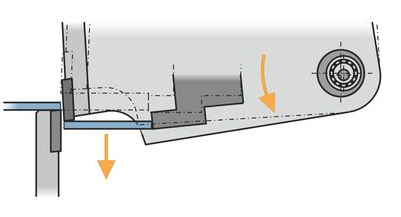
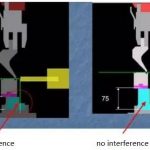
| ●カットは、スイングビームの回転運動によって行われます。カットが行われた後、上刃は下刃から離れて移動します。 下刃とバックストップの間にブランクが詰まるのを防ぎます。 ●ブレードを頻繁に交換する必要はありません。
|
| ブレードクリアランス調整 | ●せん断テーブルを再配置することによる面倒でコストのかかるクリアランス調整。 ●長いダウンタイム。 ●切削品質に妥協することがよくあります。
| ●刃のすきまは、カッティングギャップを偏心させるだけで簡単に調整できます。 ●セットアップ時間が短い。 ●大容量のマシンでの自動調整。
|
| ブレードの断面図 | 平方 | ひし形の四辺形 |
| ブレードのモーショントラック | ブレードが垂直に動く | プレートを切るとき、刃はわずかな弧を描いて動きます。 |
| ブレードインターチェンジの平面 | ブレードの4つの平面を交換できます。 | ブレードの2つの平面は交換可能に使用できます。 |
| 安定 | 機械が稼働しているとき、両端のオイルシリンダーが上刃を駆動して直線的に上下に移動し、安定性が高くなります。 | 機械が稼働しているとき、両端のオイルシリンダーが上部ブレードを駆動して弧を描いて上下に移動します。したがって、安定性はギロチン鋏ほど良くありません。 |
| まな板の厚さ | 油圧ギロチン剪断機は、10mmを超えるまな板に適しています。 | スイングビームせん断機は、10mm未満(10mmを含む)の薄板の切断に適しています。 |
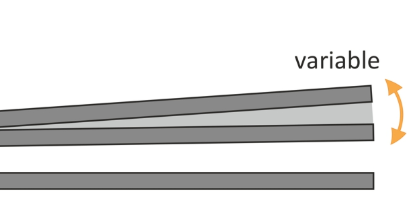
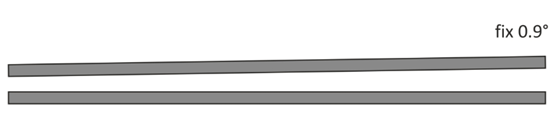
| せん断角度 | ギロチン剪断機の剪断角度を調整することができます。 | スイングビームせん断機のせん断角度は固定されており、調整することはできません。 |
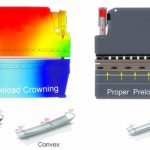
| カット | ツイストカット 油圧ギロチン剪断機は、可変すくい角を使用します。薄い材料のすくい角が小さい。より厚い材料のための高いすくい角。機械はより軽く作ることができます。結果は、細いストリップのあるねじれたパーツです。
| ツイストフリーカット スイングビームの切断には、ライディングシアーの設計が必要です。その理由は、すくい角が小さいためです。これは、あらゆる材料の厚さの修正です。すくい角が小さいと、シートの厚さの約10〜15xから始まるねじれのない部品が得られます。
|