せん断機は、板金加工業界でよく使用されます。一見単純なせん断動作には、実際には、ブレードギャップの調整手順から、さまざまな材料の調整手法、さらにはブレードの選択まで、多くのトリックが含まれています。切削品質に関連して、以下では、せん断ブレードギャップ調整の関連する内容を多くの側面から詳細に紹介します。
ブレードギャップ調整ハンドホイール:(油圧スイングビームせん断機)

刃先クリアランスの電気調整(油圧ギロチン剪断機)

異なる鋏のブレードクリアランス
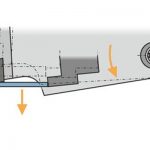
スイングビームせん断機は、板厚や材質の違いによる切断に適したブレードギャップ調整が可能な高速ブレードギャップ調整機構を搭載し、基準選択用の正確なパラメータテーブルを搭載し、満足のいく切断が可能です。適度なブレードギャップによる品質。刃物台が回転すると、スイングビームせん断のせん断角度とせん断ギャップが変化します。
3点ローラーガイドを採用し、乳頭状ばねによるフロントローラーへの力により、カッティングビームが2つのバックローラーとしっかりと接触し続けます。切断時には、システムはさまざまなシートのニーズに応じてナイフエッジギャップを電気的に調整し、より良い切断品質を実現します。

ブレードギャップ調整の違い
スイングビームせん断機は、ハンドルを回すだけでブレードギャップを手動で調整する機能があります。ギロチン剪断機は、ブレードギャップを電気的に調整する機能を備えており、システム全体でより便利かつ正確に調整することができ、より良い剪断品質を得るのに有益です。

| ブレードギャップ調整手順 |
| 1.下刃を取り外し、1枚ずつ清掃します |
| 2.ブレードは4面すべてで使用でき、選択した片面がしっかりと取り付けられています。そして、水平方向と垂直方向のブレードの真直度を確認してください。 |
| 3.上刃は固定されており、調整できません。下刃を調整してせん断刃のギャップを調整します。 |
| 4.下側のブレードの左右のネジを見つけて、クリアランスを大きくします。通常は最も外側にあります。 |
| 5.下刃を押して隙間を狭める下刃の左右にある2本の止めネジを見つけます。それらにはロックされたバックアップナットがあります。一般的に、内側に。 |
| 6.下部ブレードテーブルの左右の4本のボルトを緩めます |
| 7.手動で上刃を適切な位置まで下げ、オペレーターは剪断機のブランキングエリアに移動して調整を開始します。 |
| 8.すきまゲージを使用して、左手の上下の刃の空いている部分からおよそ0.5mmに調整します。 |
| 9.手動で回すと、ブレードが中央位置まで移動し、およそ0.5mmに調整されます。 |
| 10.手動で回すと、上下のナイフが外れない正しい位置までブレードが移動します。中央の位置はおおよそ0.5mmに調整されています。 |
| 11.手動で上刃を適切な位置に回し、微調整を開始します。 |
| 12.すきまゲージを使用して、すきまゲージの3本のワイヤーが5本のワイヤーに入るまで、左手の上下の刃が噛まない位置を微調整します。 |
| 13.手動でブレードを中央の位置まで回し、すきまゲージが3本のワイヤーに入ることができて5本のワイヤーが入ることができなくなるまで微調整を開始します。 |
| 14.右側の上下のナイフが外れない位置まで手動でブレードを回し、すきまゲージが3本のワイヤーに入ることができて5本のワイヤーが入ることができなくなるまで微調整を開始します。 |
| 15.剪断機の刃先が鋭利な場合、カットシートの刃先にバリがあれば、上下刃の隙間を適切に減らすことができます。 |
一般的な問題とナイフ調整スキル
最も頻繁に遭遇する金属板は次のとおりです。
1.13mmを超える厚いプレート。
2. 0.2〜4mmの薄いプレート。
3.フラワーボード。
4.高張力プレート(通常、自動車の板金に使用されます)。
5.チタンプレート
最も一般的なブレードの問題は、欠けや工具のへこみです。これらの問題に対応するために、最初に上部ブレードと下部ブレードの間のギャップを決定する必要があります。
ブレードの調整スキル
ブレードを調整するときは、プレートの厚さより約2〜3mm厚いギャップを設定する必要があります。つまり、厚さ5mmのプレートをカットする場合は、7mmまたは8mmから調整を開始し、カットするときにゆっくりと調整する必要があります。プレートの切断面は、1/3の明るい面と2/2の明るい面を示します。最高の切断効果を実現する3つのマットな表面。詳細は以下のとおりです。


パターンボードをカットするときのギャップ設定は注意が必要であり、ボードの厚さを直接使用するのではなく、パターンボードの最も凸の点から計算された最も厚い厚さから調整する必要があります。また、パターンの凸面を下向きにカットすると、工具の寿命を延ばすことができます。
さらに、特にステンレス鋼を切断する場合は、プレートの材質を考慮する必要があります。切削工具は、鋭く、耐摩耗性があり、丈夫でなければなりません。したがって、油圧せん断機のブレードについて検討する必要があります。ナイフエッジの角度やその他の外観デザインと製造精度に加えて、選択された材料はツールの品質に影響を与える重要な要素です。