CNC油圧プレスブレーキマシンの利点

1.簡単な操作
CNCプレスブレーキは操作が非常に簡単で、労働集約的な機械ではありません。したがって、オペレーターは一度に多くの機械を扱うことができます。これらの機械は、操作者のタッチ、感触、音で簡単に操作できます。これに加えて、彼らは非常にユーザーフレンドリーであり、非常に強力な制御システムを持っています。
2.柔軟なプログラミング
CNCプレスブレーキの柔軟なプログラミングにより、オペレーターは簡単な英語またはその他の適切な言語で機械を制御できます。

メニューのオプションとして、実行可能なさまざまなタイプの操作も利用できます。必要な操作を選択すると、サイクル時間、材料、圧力、および製造プロセスに関連するその他の要素に関する質問の別のリストが画面に表示されます。そして、オペレーターが応答をマシンに入力した後、関連するタスクを開始する前に、確認のために値が画面に表示されます。
3.モダンなデザイン
CNCプレスブレーキは、オペレーターが曲げのシーケンスを簡単に調整できるようにする最新の設計を取り入れています。また、オペレーターが必要な製品を迅速に製造するのにも役立ちます。さらに、オペレーターは、特定の程度の曲げを作成するために必要な圧力量を見積もる必要がなくなりました。フランジの長さ、材料の種類、厚さ、曲げの程度などの他の要素も、CNC制御ユニットに直接入力できます。製造される部品は、2Dまたは3Dの完成版でも表示できます。これに加えて、最初の部品がマシン上またはオフラインPCを介してプログラムされた後、熟練度の低いオペレーターも後続の部品を簡単に製造できます。

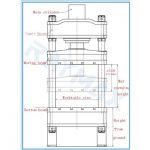
4.両側の「C」プレートに取り付けられた2つの線形目盛りがあります。
作業中のたわみの影響を排除するために、作業台に固定します。線形目盛りは、ラム(Y1、Y2)の両端の位置を検査し、信号を送信します。 CNCアンプで増幅された後、信号はコンピューターにフィードバックされます。次に、コンピューターがシリンダーに入るオイルの量を制御します。したがって、ラムと作業台の平行度は±0.01mm以下に制御できます。
5.汎用性: 電子シャーシ/ブラケットなどの複雑な部品を含め、任意の厚さと材料タイプ(ブレーキの物理的制限内)を曲げます。
6. DELEMシステムには、自動テストおよび自己診断機能があります。 また、プログラミングには、曲げるプレートのサイズ、ワークピースの寸法、およびツールの選択が含まれます。その後、CNCシステムはバックゲージとラムの曲げ力と位置を自動的に計算できます。また、ラム貫通およびプレス時間リレーを計算することもできます。優れた品質の電気油圧式比例弁は、両方のシリンダーの同期と、偏心荷重を処理するための優れた容量を保証します。

7.バックゲージはローリングボールねじとローリングガイドウェイを採用しているため、X軸の繰り返し位置決め精度は±0.1mmに達する可能性があります。フルマシンには、オペレーターを怪我から保護するためのセーフティガードとインターロッカーが付いています。
8.シリンダー、ピストンロッド、ガイドウェイなどの主要なスライド部品はすべて耐摩耗性処理が施されています。
9. CNCシステムは、CNC油圧プレスブレーキマシンのラムとバックゲージのストロークをすべて高精度で制御します。
CNC油圧プレスブレーキマシンのデメリット
1.マテリアルハンドリング:大きなシートのマテリアルハンドリングの難しさ
2.ツーリング:下部と上部のツーリングが必要です
3.フランジの長さは、曲げ操作全体でダイを横切って伸びる必要があり、フランジのサイズを制限します
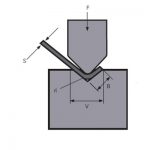
4.スプリングバック:図1に示すように、曲げの終わりに弾性変形の回復によりスプリングバックが発生します。リバウンド現象はワークピースの寸法精度に直接影響するため、制御する必要があります。この点に関して取られたプロセス対策は次のとおりです。①角度補正方法。ワークの曲げ角度が90°の場合、スロット(V字型)の開き角度の下の曲げ機を78°に選択できます。

図1
補正方式により加圧時間が長くなります。曲げ終了時に圧力補正を行い、上型、ワーク、下溝の接触時間を延長し、下溝のフィレットでの塑性変形の程度を高め、繊維の反発傾向を高めます。引張りと圧縮のゾーンで互いに向かい合って、それによって戻り爆弾を減らします。